-1.jpg?width=1200&height=525&name=DAKE003_%20Logos_Red%20(002)-1.jpg "dake corp")
Selecting the right metal-cutting bandsaw blade is the secret to getting the most longevity and best performance from it. Unfortunately, many manufacturing shops—especially those who use their bandsaws as “support” equipment—have one saw blade with which they cut every tube, round, and block regardless of the type of material.
However, if your company is doing production sawing, then picking the right blade will increase your throughput, add to the life of your blade, and avoid higher maintenance costs on your bandsaw.
Before we give you tips on picking your next blade, here is some bandsaw blade terminology to get you started:
Parts of the bandsaw blade
- Blade back: The body of the blade, excluding the teeth
- Thickness: Measured from side to side
- Width: Measured from the tip of the tooth to the back of the band
- Set: The tooth offset, measured right and left of center on the thickness
- Tooth pitch: The distance from the tip of one tooth to another
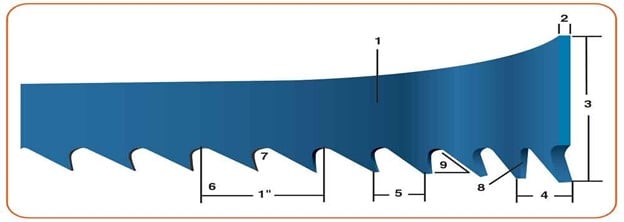
Parts of a bandsaw blade (Image Credit: Lenox Tools)
- Teeth per inch (TPI): The number of teeth per inch measured from gullet to gullet
- Gullet: The curved area at the base of the tooth
- Tooth face: The surface of the tooth that forms the chip
- Tooth rake angle: The angle of the tooth face
Choosing the blade's length, thickness, and width
The bandsaw will usually determine the blade’s length and thickness. The size and spacing of the band wheels control the blade’s length, and the gaps between the side guides or roller bearings determine the thickness. Generally, the widest blade with the highest beam strength will give the straightest cut.
Determining the right pitch and TPI
Pitch and TPI are essential considerations. A TPI of 4 compares to a pitch of 0.25 inch, so when you increase the threads-per-inch and decrease the pitch, it will produce a smoother cut. Just remember that a fine pitch is not suitable for every job.
As the teeth contact the material, they create a chip along the width of the material. The chips accumulate in the tooth’s gullet and fall out as the tooth exits the material. Blades with a higher TPI have smaller teeth and gullets, and they will have less room for chips. When the chips accumulate in the gullet, the cutting resistance increases, the machine labors, and the blade can be damaged.
For thin materials and tubing, choose a blade with a high TPI and run it at a higher speed. At least three teeth should always be in contact with the material at all times. With thicker materials, slow down the RPMs and decrease the TPI.
Match the blade to the material
The rule of thumb for matching the blade material to the cutting material is that you use harder blades to cut harder materials running at slower speeds. If you don’t pick the right edge for the material or run the blade too fast, your blade will wear out more quickly.
There are three primary types of bandsaw blades for cutting metal:
- Carbon steel: Carbon steel blades come in two styles—hardback and flexback. Both types are appropriate for mild steel, copper, brass, bronze, and non-ferrous metals. Carbon hardback blades are heat treated in both the teeth and the backer of the blade, giving them more beam strength. Flexback blades are heat treated in the teeth only, providing the flexibility for contour cutting.
- Bi-metal blades: For the broadest range of sawing applications, select a bi-metal blade. They work well on carbon steel, tool steel, structural steel, stainless steel, pipes/tubing, die steel, angles, and flat stock.
- Carbide blades: If you can’t cut through a material with either of the blades above, you can probably get through it with a carbide blade. They provide high wear resistance and are tough enough to cut through case hardened steels, spring steels, high-speed steels, nickel-based alloys, case hardened steels, composite graphite, high nickel alloys, titanium, Inconel, and other exotic metals.
Tooth geometry
The shape of the tooth is crucial since it determines cutting efficiency, cut quality, chip-carrying capacity, and blade life. Teeth are available in several shapes (below).
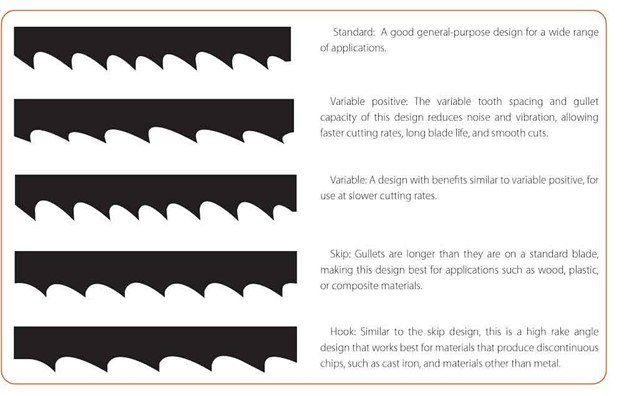
Five different tooth shapes (Image Credit: Lenox Tools)
As you see from the parts of a bandsaw blade (top image), the tooth set is the angle at which the teeth are offset from the backing. The tooth set will affect cutting performance and chip formation. Here is how the various sets come into play:
- A raker blade has an odd-numbered tooth sequence with a constant set angle. A basic, three-tooth series is left, right, and straight, the straight tooth being the raker tooth. Another raker pattern with a five-tooth sequence (left, right, left, right, straight), with a uniform set angle, optimizes surface finish and cutting efficiency.
- Another raker option is a pattern with varying set angles and magnitudes. The irregular pattern aids blade performance in materials that tend to work-harden. They also help in reducing vibration and noise.
- The alternating tooth set has teeth set left and right without a raker tooth.
- A double alternate plus raker has a five-tooth sequence: left, right, left, right, straight.
- A wavy blade has alternating left and right teeth at a uniform fine pitch to reduce noise, vibration, and burr while making thin, interrupted cuts as you would get with tubing.


