-1.jpg?width=1200&height=525&name=DAKE003_%20Logos_Red%20(002)-1.jpg "dake corp")

It's unlikely that there are too many professional metalworking businesses without at least one drill press on the shop floor. While these versatile machines can handle various metalworking operations, they also come in handy when you need a round hole in most other materials, including wood and plastics.
Unfortunately, some smaller companies and those who work from a home workshop continue to use hand drills for adding holes into their projects.
And getting a straight and precisely located hole using a hand drill can be frustrating and time-consuming, not to mention downright dangerous. After all, how many times has a hand drill twisted your wrist as the bit got bound up in the metal?
Drill presses come in two basic types: freestanding and benchtop. Either one will provide you with high-quality work and make your job much easier.
Here are six reasons to have one in your shop:
1. Drilling several types of holes
In addition to the standard hole created by using a twist drill, there are a few other operations that you can safely accomplish on the drill press. For instance, if the part requires clearance for a flat-head screw, you can countersink the hole after drilling it. Similarly, if you are using cap screws, you can counterbore the hole instead. Either of these methods require accuracy on the depth, which is easily controlled on the drill press.
Examples of a countersunk hole (left) and a counterbored hole.

Countersink photo credit: Ruko

Counterbore photo credit: Wikipedia
If you need a precise hole—either for a press fit or minimum clearance—reaming the hole after drilling with an undersized bit is the answer. Reamed holes are typically through holes, so depth will not be an issue.
Some holes require threads, and you use a tap to create them. Tapping is simple with a drill press. You drill the correct size hole for the threads you need, run the tap at a much slower speed, get it started in the hole, and allow it to do its cutting.
When the tap reaches the desired depth of thread, reverse the spindle, and it will back out of the hole, leaving behind clean and accurate threads.
2. A variety of setups are possible
The primary consideration of any setup on a drill press is to ensure that the workpiece is adequately secured. Without correct anchoring, the drill bit's rotation will try to spin the metal part, but there are several ways to prevent that.
For smaller parts, nothing beats the convenience of a vise. Today's models have a quick-release feature that allows the operator to remove and replace material quickly during a production run. Most come with a v-notch in the jaws for clamping round stock. The vise is attached securely to the drill press's table.
Using a vise for smaller parts
 Photo credit: The Tools Guide
Photo credit: The Tools Guide
A creative setup for a thin metal plate

Photo credit: LumberJocks
For larger work, you can remove the vise and clamp the material directly on the table. On most drill presses, the table will move up and down to accommodate larger work.
T-slots in the table make it possible to clamp the workpiece or a sacrificial metal plate, depending on the workpiece's size and shape.
Using any combination of these setups adds even more versatility to your drill press.
3. Repeatable depths of blind holes and counterbores
People who stick to a hand drill often wrap tape around the drill bit to determine a hole's depth. And while this might be sufficiently accurate in some cases, you wouldn't want to trust it with a series of counterbored, countersunk, or blind holes.
Most drill presses have a locking hub that ensures the repeatability of hole depths. If you want to show off the quality of your work, the consistent depth of your counterbored or countersunk holes will speak volumes.
It will also ensure that your cap screws and flat-heads are slightly below the piece's surface as you intended.
4. Accurate hole diameters and spacing
Hole diameters are often critical, and the correct spacing of holes is essential in mating parts. With a secure setup and drill press, your drill bit will not "walk" and result in holes that are neither round-shaped nor in the correct position.
By using a center drill, your holes will be exactly on your layout lines. And by adding a reamer, you can have hole diameter accuracy within +/- .0001" when you need it.
5. Simple hole deburring
You have just finished drilling a series of holes in a metal plate, and now you want to deburr them on both sides of the plate.
With a countersink and a depth setting, you can slide the plate to each hole location and quickly deburr each hole, and each small chamfer will look the same. You can also use this method for chamfering holes before tapping them.
6. Safe drilling in thin metal
Drilling holes in thin metal is a challenge, but it can be less so with a drill press. There are two safe methods for getting clean holes in sheet metal and other thin stock.
Some machinists and fabricators prefer to use a step drill bit, while others sandwich the material between two pieces of wood. Either way, setting up the material by clamping it on a drill press table assures safe and accurate drilling in thin metal.
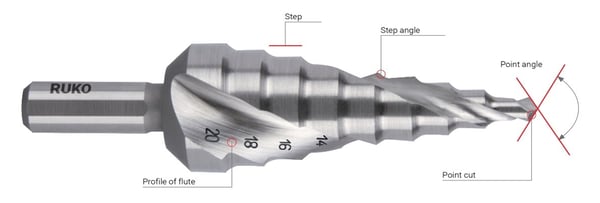
Step drill used for thin metal. Photo credit: Ruko
See our lineup of high-quality drill presses
The Dake line of industrial-strength drill presses is available in bench and floor models with a variable speed option. Our Model SB-250V advances to a preset depth and returns automatically. A forward and reverse selector allows for tapping operations, while a locking handle hub ensures depth repeatability.
To find out more, fill out our contact form, call us at 1-800-937-3253, or email us.